|
Un des
enjeux de la recherche sur le bois est la mise au point de traitements de stabilisation
et de préservation du bois naturel, peu onéreux et mieux acceptés par les
contraintes environnementales que les traitements classiques.
Un des procédés actuellement en cours de développement consiste à soumettre
le bois à un traitement thermique. Ce traitement, appelé rétification du fait
de la mise en évidence de phénomènes de réticulation de la matière
ligno-cellulosique, a pour effet de réduire son hygroscopie, d'améliorer sa
stabilité dimensionnelle, d'augmenter sa résistance aux agents de dégradation
et de modifier ses propriétés physico-mécaniques.
I. LA
RÉTIFICATION
I.1 Principe
La rétification est un traitement physique du bois sans emploi de produit
chimique externe. Le vecteur de transformation est le flux thermique qui
engendre des modifications physico-chimiques intrinsèques du bois. Le
principe est simple : il consiste à réaliser une pyrolyse ménagée du bois à
l'état massif ou divisé sous atmosphère et température contrôlées. Si le
principe est simple, du fait de la complexité physico-chimique du bois, les
paramètres qui influent sur le contrôle des réactions et du produit final
sont nombreux.
Le bois n'est pas un matériau inerte, il est extrêmement sensible aux
conditions de son environnement. En général, les feuillus apparaissent plus
réactifs que les résineux. Les composés chimiques sont arrangés d'une façon
physiquement hétérogène et leurs propriétés physiques diffèrent, en
particulier leur température de transition vitreuse. La présence d'eau
abaisse la valeur de cette température et modifie les cinétiques de
dégradation, car les mouvements moléculaires sont facilités. Le bois est un
composite complexe macromoléculaire multicomposants. L'étude en DSC de la
pyrolyse montre une succession de réactions en chaîne que le thermogramme (Figure l) peut décrire finement
suivant les conditions pour chaque essence. D'une manière générale, on
distingue:
Une première étape entre 20 et 150
°C, endothermique, correspondant au séchage. La vapeur
d'eau produite migre différemment selon qu'elle provient de l'eau libre ou de
l'eau liée. Le départ de cette dernière demandera plus d'énergie pour rompre
ses liaisons avec le bois.
De 200 à 250 °C,
la thermicité des réactions est difficile à déterminer. Dans cette zone de
température, le thermogramme est très variable suivant les essences. Elle
présente une forte dérive thermique avec une tendance à l'exothermicité. Ce
n'est plus du séchage, le bois subit d'importantes réactions chimiques, mais
ce n'est pas encore de la carbonisation. C'est la zone de craquage des
hémicelluloses qui peut être influencée par de nombreux paramètres. C'est le
domaine de la rétification.
A partir de 250° la transformation devient fortement exothermique et le bois
évolue vers la carbonisation, avec dégagement de CO2 et de pyroligneux. Les
différents pics exothermiques sont grossièrement attribuables aux
dégradations successives des composants essentiels du bois la lignine puis la
cellulose.
Le bois est un mélange hétérogène de polymères organiques possédant des
liaisons plus ou moins fragiles. Un traitement thermique suffisamment
énergétique pourra rompre certaines de ces liaisons et donner lieu à des
réarrangements et des départs de produits volatils. L'étude du procédé de
rétification montre que l'exothermicité des réactions commence vers 200 °C pour les feuillus
et 220 °C
pour les résineux, mais elle est encore faible. Au-delà de 250-260° C,
l'exothermicité devient importante, la réaction est de plus en plus difficile
à contrôler : elle peut s'emballer et partir en carbonisation si la chaleur
produite n'est pas rapidement évacuée.
I.2 Les facteurs
d'influence
Une élévation de température seule ne gouverne pas le processus de
transformation du bois et il existe de nombreux autres facteurs susceptibles
d'influencer le déroulement de réactions de transformation thermique. D'une
manière générale, il est possible de distinguer :
- d'une part, les paramètres dépendant de l'état initial du bois :
• l'essence
Elle joue un rôle à la fois par sa composition chimique qui conditionne la
réactivité du matériau (on note que pour une même température la réactivité
des feuillus est supérieure à celle des résineux) et par l'organisation
cellulaire qui conditionne le mouvement des liquides et des gaz.
• le taux d'humidité initial
Il va influencer la perte de masse totale, ainsi que les cinétiques et les
transferts de chaleur et de masse et par conséquent les vitesses de
décomposition.
• la géométrie et la taille des échantillons
A partir d'une taille de la pièce de bois supérieure à 1 mm, on montre que l'on ne
peut plus négliger les phénomènes de transfert de chaleur : il y a alors
installation d'un gradient thermique et avancée du front de pyrolyse dans le
temps et dans l'espace. Par ailleurs avec l'épaisseur, l'évacuation des
produits de décomposition est plus lente et ceux-ci subissent des réactions
secondaires d'autocatalyse.
- d'autre part, les paramètres du procédé proprement dit :
La pyrolyse peut se dérouler de manière isotherme (la température à laquelle
est soumis l'échantillon est constante) ou dynamique (elle varie au cours du
temps de façon continue ou séquentielle). Dans les deux cas, les facteurs
suivants jouent un rôle essentiel :
• la température de traitement de la matière
• le temps de séjour
car les cinétiques dépendent du temps et de la température
• la nature de l'atmosphère.
La présence d'un oxydant accélère les réactions de dégradation du matériau.
L'atmosphère inerte ou légèrement réductrice favorise le contrôle du cycle de
traitement. En atmosphère humide sous vapeur, les réactions d'hydrolyse se
superposent aux réactions de pyrolyse proprement dites.
• la pression
Sous pression, la
perte de masse augmente et la complétion de la réaction est plus rapide ce
qui peut s'expliquer par une autocatalyse par les gaz avec promotion des
réactions secondaires.
• la présence de catalyseurs
Ils peuvent être présents dans le bois, ou ajoutés. Certains sels organiques,
ou la présence d'extractibles initiateurs d'une décomposition radicalaire des
hémicelluloses peuvent jouer ce rôle.
Dans le cas d'un environnement en température dynamique, un autre facteur
important est joué par la vitesse de montée en température. Son augmentation
déplace les mécanismes de décomposition vers les hautes températures, génère
des surpressions internes pouvant être l'origine de défauts dans la
structure, ou ne permet plus au matériau une relaxation de ses contraintes
lors du passage aux transitions vitreuses. Avec la vitesse de balayage des
gaz, les produits de décomposition sont éliminés et ne peuvent plus réagir à
la surface de l'échantillon.
I.3 Les
réacteurs
Plusieurs générations de prototypes ont été construits pour le développement
du procédé de rétification. Nous ne décrirons ici que les pilotes faisant
l'objet de l'étape de pré-industrialisation en cours.
Suivant la nature et l'état physique du bois, il existe deux types de
réacteurs :
• Pour le traitement du bois massif : planches, chevrons, lames, ... un
réacteur «batch» à lit fixe est développé (Figure 2). De géométrie
cylindrique à axe horizontal, il s'agit d'un four proche de ceux utilisés
dans la métallurgie pour les traitements thermiques de l'acier. Le chargement
du bois se fait par l'avant au moyen d'un porte charge roulant sur des rails.
La charge de bois est chauffée au moyen de résistances électriques. Les gaz
de réaction sont recyclés par une boucle de ventilation et sont réinjectés
dans l'enceinte à la partie supérieure du réacteur. L'atmosphère inerte est
assurée par un balayage d'azote ou d'un autre gaz neutre. Un brassage
puissant de l'enceinte est réalisé par une turbine qui doit assurer
l'homogénéité thermique du milieu. Un circuit secondaire permet le
refroidissement de la
charge. L'ensemble fonctionne en circuit étanche et peut
travailler en pression ou en dépression. Un programmateur couplé à un système
d'acquisition informatisé assure la régulation et la gestion des données.
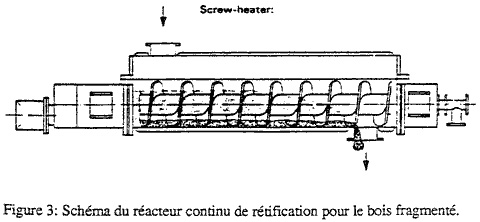
• Pour le traitement du bois à l'état divisé : plaquettes, sciure, fibres,
poudre, ... on peut utiliser un réacteur continu agité, dont le principe est
proche de celui d'une extrudeuse (Figure 3) L'enceinte est
constituée d'un long tube chauffé par des colliers électriques ou par un
fluide caloporteur. La rotation d'une vis sans fin coaxiale au tube, assure
le déplacement de la charge de bois fragmentée ainsi que son agitation. La
charge à traiter entre à l'une des extrémités et ressort de l'autre. Le temps
de séjour est donné par la vitesse de rotation de la vis. Des zones de
température différentes le long de l'enceinte fixent les étapes de
traitement. Comme pour le réacteur précédent, les gaz de réaction sont
recyclés et servent au réchauffement de la charge et fixent l'atmosphère non
oxydante du milieu.
II.
CARACTÉRISATION DU BOIS RÉTIFIÉ
II. 1. Modification chimique
Le traitement thermique a pour effet de changer la couleur du bois. Celui-ci
prend une couleur marron clair dans la masse si le traitement est conduit de
façon homogène. Cette couleur dépend de l'essence et des paramètres de
traitement appliqués.
A l'examen microscopique, on constate que le matériau a conservé sa structure
d'origine. La cellulose armature du matériau composite bois n'est pas altérée
et surtout conserve sa cristallinité que l'on vérifie sur un spectre de
diffraction de rayon X. En effet sous l'action de mauvaises conditions de
chauffage il y a risque d'une amorphisation de ce polymère semi cristallin
qui entraînerait une altération des résistances mécaniques du matériau.
L'analyse élémentaire montre que le traitement provoque une légère
augmentation du tau de carbone associé à une diminution de la teneur en
oxygène et hydrogène qui accompagnent la réduction des groupements hydroxyle
et l'élimination des hémicelluloses. Ces polysaccharides responsables en
grande partie de l'hygroscopie du bois naturel sont des composants
thermiquement fragiles. Leur départ entraîne une réduction des sites de
fixation des molécules d'eau. Cela se traduit par un abaissement léger de la
densité apparente du matériau qui a perdu également toute son eau de
constitution.
On constate également une augmentation du taux des lignines. En fait les
lignines ont été modifiées par les produits de thermocondensation provenant
du craquage des hémicelluloses et que l'on retrouve insolubles aux acides
lors du dosage. Cet effet est d'autant plus marqué que l'essence traitée est
riche en hémicelluloses (tableau 1).
II. 2. Caractère
hydrophobe
Le changement chimique induit par la rétification modifie l'énergie libre de
surface du solide qui présente de nouvelles propriétés de mouillabilité. Les
reprises d'humidité d'un bois rétifié sont réduites par rapport à un bois
naturel. Les mesures en enceinte climatique (Figure 4) montrent que les
espèces les plus hydrophiles (les plus riches en hémicelluloses) sont
devenues les plus hydrophobes, du fait de leur thermocondensation sur la
structure cellulaire ligno-cellulosique.
II. 3. Stabilité
dimensionnelle
L'évolution du bois vers un caractère hydrophobe entraîne l'amélioration de
sa stabilité dimensionnelle qui se traduit par une réduction de sa
rétractibilité (Figure 5)
et par un abaissement du point de saturation des fibres (12 % environ). Ces
améliorations qui s'expliquent par la réduction des sites actifs hydroxyles
dépendent de l'essence traitée et des paramètres appliqués. L'exemple du pin
est significatif. La figure 6
montre l'effet du couple température-durée de traitement sur le coefficient
de variation de rétractibilité (ASE Anti Swelling Efficiency). Aux
températures inférieures à 230° (tout autres paramètres identiques par
ailleurs) le traitement a un effet négatif sur la stabilité dimensionnelle du
pin. Passé ce point d'inflexion l'amélioration de la rétractibilité est
proportionnelle à l'évolution des paramètres du traitement thermique jusqu'à 250 °C - 15 minutes.
Au-delà de ce couple température/temps l'amélioration n'est plus sensible et
les propriétés mécaniques se dégradent.
II. 4.
Résistance à la
biodégradation
La
dégradation biologique du bois est facilitée par sa teneur en humidité. La
rétification améliore la résistance du bois vis-à-vis des champignons. Sur
les tests normalisés à l'épreuve des champignons, les mesures de pertes de
masse de matière sont négligeables ou nulles (tableau 2), Ainsi certaines essences
classées non durables comme le peuplier pourraient passer de la classe S à la classe 1
très durable. Nous manquons de connaissances précises pour donner une
explication de cette protection. Une approche biochimique montre que le
traitement a une action directe sur l'inhibition des cellulases, enzymes des
champignons de dégradation de la cellulose. Mais le bois rétifié est également
résistant aux champignons lignivores. Le traitement a pour effet d'éliminer
des éléments nutritifs essentiels des micro-organismes, et le caractère
hydrophobe ne favorise pas leur développement.
Toutefois les essais à l'attaque des termites montrent que le bois rétifié
est dégradé, et que le traitement ne génère pas des insecticides spécifiques.
II.5. Propriétés
mécaniques
Au cours du traitement thermique des composants se sont transformés. Des
réarrangements moléculaires ont eu lieu avec départ de matière. Le bois est
passé par une étape intermédiaire anhydre avec le départ d'eau liée. La
température a modifié les caractéristiques visco élastiques des polymères qui
sous l'effet de la chaleur se sont ramollis et ont commencé à s'écouler, puis
en refroidissant se sont figés dans des configurations différentes de celles
de départ. Dans la zone des températures du traitement, les transformations
sont complexes car il y a compétition entre des réactions de réticulation
avec création de nouvelles liaisons particulièrement au niveau de la lignine
qui est plus condensée et plus rigide. La variation relative de la densité en
fonction de l'évolution des traitements présente des discontinuités propres à
chaque essence que l'on retrouve sur le comportement mécanique.
Sans rentrer dans les détails des modifications physico-mécaniques, on peut
résumer les tendances du comportement mécanique :
- augmentation de la rigidité du matériau
- passage d'un comportement visco élastique à un comportement fragile :
analogie avec la trempe d'un acier.
Grossièrement, on serait tenté de dire que le traitement a tendance à
augmenter le module d'Young, et affecte principalement la résistance à la
rupture et le travail maximum à la rupture en flexion. Cependant les études
mécaniques fines montrent que les essences se comportent de façon très
différente et dans tous les cas les variations ne sont pas monotones mais
présentent comme les autres propriétés physico-chimiques des alternances décroissance
- croissance liées au mode de traitement (figure 7). Il existe notamment un
couple température - temps de séjour pour lequel toutes les propriétés
examinées dans toutes les directions d'orthotropie passent par un extrême
qu'il convient de déterminer. On constate également que ces discontinuités se
manifestent pour de variations thermiques étroites qui imposent un contrôle
rigoureux du procédé.
La dureté des feuillus augmente de façon significative d'autant plus qu'ils
présentent initialement une densité élevée (tableau 3), tandis que celle des
résineux demeure inchangée ou diminue. L'étude microdensitométrique montre
que le traitement affecte davantage le bois initial des résineux.
Les essais en compression montrent un maintien des valeurs initiales quelle
que soit l'essence à condition que la cristallinité de la cellulose ne soit
pas affectée.
CONCLUSION
La rétification est un procédé physico-chimique de traitement qui intègre à
la fois la préservation et la stabilisation dimensionnelle du bois. C'est un
procédé qui présente les avantages de ne pas employer de produits chimiques
toxiques, et de permettre le traitement du bois dans la masse quelle que soit
l'essence. Les applications de ce traitement sont nombreuses et pourraient
permettre la valorisation d'essences de faible valeur ou de bois secondaires.
- Traitement de pièces de bois massif destinées à être utilisées en extérieur
- Fabrication de matériaux composites à matrice organique et charge de bois
rétifié fragmenté
- Association avec d'autres matériaux (verre, fibre de verre, métal...)
- Incorporation à des liants hydrauliques (plâtre, ciment, anhydrite...)
Cependant, il faut garder en tête que le bois est un matériau hétérogène et
réactif, et que la rétification n'est pas une simple cuisson. C'est un
procédé délicat, qui s'apparente davantage à un traitement thermique de
métallurgie qu'à une carbonisation. Conduit dans de mauvaises conditions
opératoires ou avec du matériel mal adapté, peut avoir pour effet d'obtenir
des produits aux qualités contraires à celles escomptées.






|
|
|
|
|
|
Analyse élémentaire
|
Pentosanes
(%)
|
Lignine
(%)
|
Densité
(g/cm3)
|
|
|
Carbone
(%)
|
Hydrogène
(%)
|
Oxygène
(%)
|
|
|
|
|
PIN
|
|
|
|
|
|
|
|
Naturel
|
47.62
|
6.35
|
44.75
|
10.70
|
23.04
|
0.55
|
|
Rétifié
|
51.93
|
5.92
|
42.18
|
3.24
|
25.63
|
0.47
|
|
|
|
|
|
|
|
|
|
CHARME
|
|
|
|
|
|
|
|
Naturel
|
47.48
|
6.39
|
46.45
|
25.67
|
17.82
|
0.75
|
|
Rétifié
|
49.95
|
5.99
|
43.83
|
15.95
|
23.30
|
0.67
|
|
|
|
Tableau
1: Composition chimique d'un résineux et d'un feuillu rétifiés dans les
mêmes conditions.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
PEUPLIER
|
|
|
|
|
|
|
Pourriture fibreuse
|
Pourriture molle
|
|
ROBUSTA
|
|
|
|
|
|
Naturel
|
31.8%
|
40.7%
|
|
|
Rétifié
|
0.4%
|
0.1%
|
|
|
|
|
|
|
|
|
Pourriture fibreuse
|
Pourriture molle
|
|
I214
|
|
|
|
|
|
Naturel
|
47%
|
37.9%
|
|
|
Rétifié
|
0.2%
|
0%
|
|
|
|
Tableau
2: Perte de masse des échantillons exposés pendant 16 semaines aux
micro-organismes.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CHARME
|
NATUREL
|
RETIFIE
250°
|
|
|
|
Non
imprégné
|
6.39
= 0.46
|
8.92
= 1.10
|
|
|
|
Imprégné
|
14.7
= 1.4
|
14.3
= 1.6
|
|
|
|
|
|
|
|
|
|
FRÊNE
|
NATUREL
|
RETIFIE
250°
30 min
|
RETIFIE
250°
1 heure
|
|
|
Non
imprégné
|
2.94
= 0.59
|
3.33
= 0.32
|
2.75
= 0.34
|
|
|
Imprégné
|
2.31
= 0.30
|
3.23
= 0.19
|
3.20
= 0.69
|
|
|
|
|
|
|
|
|
HÊTRE
|
NATUREL
|
RETIFIE
230°
|
RETIFIE
240°
|
|
|
Non
imprégné
|
3.88
= 0.02
|
3.93
= 0.40
|
5.06
= 0.25
|
|
|
Imprégné
|
2.91
= 0.13
|
3.48
= 0.19
|
3.78
= 0.32
|
|
|
|
|
|
|
|
|
SAPIN
|
NATUREL
|
RETIFIE
250°
|
|
|
|
Non imprégné
|
3.78
= 0.83
|
3.96
= 0.74
|
|
|
|
Imprégné
|
3.50
= 0.58
|
4.11
= 0.58
|
|
|
|
|
|
|
|
|
|
PIN
DES VOSGES
|
NATUREL
|
RETIFIE
250°
|
|
|
|
Non
imprégné
|
4.03
= 0.66
|
3.94
= 0.81
|
|
|
|
Imprégné
|
4.65
= 0.47
|
4.06
= 0.66
|
|
|
|
|
|
|
|
|
|
PIN
DES LANDES
|
NATUREL
|
RETIFIE
230°
|
RETIFIE
240°
|
RETIFIE
250°
|
|
Non
imprégné
|
3.24
= 0.82
|
2.73
= 0.30
|
2.46
= 0.67
|
2.48
= 0.73
|
|
Imprégné
|
3.27
= 0.83
|
2.65
= 0.61
|
2.61
= 0.67
|
2.56
= 0.91
|
|
|
|
Tableau
3: Dureté "Brinell". Conditions d'essai: charge 118 daN, diamètre
de la bille: 10 mm.
|
|
|
|
|
|
|
|
|
|
|

